




Der vollständige technische Leitfaden
Zerspanung

Bereit, Ihre Teile zu bearbeiten?
Sofortiges CNC-Angebot erhalten
DIESEN BEITRAG TEILEN
DIESEN BEITRAG TEILEN
In weniger als 25 Minuten erfahren Sie alles Wissenswerte über die CNC-Bearbeitung. Egal, ob Sie ein erfahrener Konstruktionsingenieur sind oder die CNC-Bearbeitung Neuland für Sie ist – dieser Leitfaden ist genau das Richtige für Sie.
Part 1
Die Grundlagen
Was ist Zerspanung? Welche Arten von CNC-Maschinen gibt es? Wie funktionieren sie?
In diesem Abschnitt beantworten wir alle diese Fragen und vergleichen die Zerspanung mit anderen Fertigungstechnologien, um Ihnen zu helfen, die beste Lösung für Ihre Anwendung zu finden.
Was bedeutet CNC-Bearbeitung?
Die CNC-Bearbeitung (Computer Numerical Control) ist eine subtraktive Fertigungstechnologie: Teile entstehen durch das Entfernen von Material aus einem festen Block (genannt Rohling oder Werkstück) mit einer Vielzahl von Schneidwerkzeugen.
Dies ist eine grundlegend andere Art der Herstellung im Vergleich zu additiven (3D-Druck) oder formgebenden (Spritzguss) Technologien. Die Mechanismen des Materialabtrags haben erhebliche Auswirkungen auf die Vorteile, Einschränkungen und Designbeschränkungen der Zerspanung. Mehr dazu weiter unten.
Die Zerspanungstechnik ist eine digitale Fertigungstechnologie: Sie produziert hochpräzise Teile mit hervorragenden physikalischen Eigenschaften direkt aus einer CAD-Datei. Aufgrund des hohen Automatisierungsgrades ist CNC sowohl für Einzelanfertigungen als auch für mittlere Stückzahlen preisgünstig.
Fast jedes Material kann CNC-gefräst werden. Die häufigsten Beispiele sind Metalle (Aluminium- und Stahllegierungen, Messing usw.) und Kunststoffe (ABS, Delrin, Nylon usw.). Auch Schaumstoff, Verbundwerkstoffe und Holz können bearbeitet werden.
Der grundlegende CNC-Prozess kann in 3 Schritte unterteilt werden. Der Ingenieur entwirft zunächst das CAD-Modell des Teils. Der Zerspanungsmechaniker verwandelt die CAD-Datei in ein CNC-Programm (G-Code) und richtet die Maschine ein. Schließlich führt das CNC-System alle Bearbeitungen mit geringer Überwachung durch, entfernt Material und erstellt das Teil.
Eine kurze Geschichte der Zerspanungstechnik
- Das älteste maschinell bearbeitete Objekt, das je entdeckt wurde, war eine Schüssel, die in Italien gefunden und 700 v. Chr. mit einer Drehmaschine hergestellt wurde.
- Die Versuche, die Bearbeitung zu automatisieren, begannen im 18. Jahrhundert. Diese Maschinen waren rein mechanisch und wurden mit Dampf betrieben.
- Die erste programmierbare Maschine wurde Ende der 40er Jahre in MIT entwickelt. Sie verwendete Lochkarten, um jede Bewegung zu kodieren.
- Die Verbreitung von Computern in den 50er und 60er Jahren brachte das “C” in der CNC hinzu und veränderte die Fertigungsindustrie radikal.
- Heute sind CNC-Maschinen fortschrittliche Robotersysteme mit Mehrfach- und Multitooling-Funktionen.

Arten von CNC-Maschinen
In diesem Leitfaden konzentrieren wir uns auf CNC-Maschinen, die mit Schneidwerkzeugen Material entfernen. Dies sind die häufigsten und sie haben das breiteste Anwendungsspektrum. Weitere CNC-Maschinen sind Laserschneider, Plasmaschneider und Erodiermaschinen.
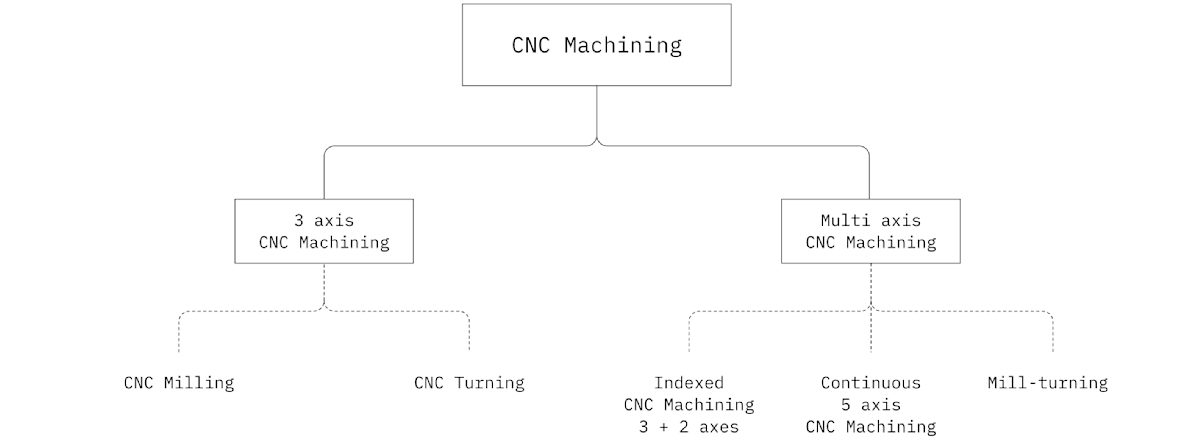
3-Achsen CNC Fräsen und Drehen
CNC-Fräs- und CNC-Drehmaschinen sind Beispiele für 3-Achsen-CNC-Systeme. Diese “Basismaschinen” ermöglichen die Bewegung des Schneidwerkzeugs in drei Linearachsen relativ zum Werkstück (links-rechts, vorwärts-rückwärts und aufwärts-abwärts).
CNC Fräsen
- Das Werkstück wird direkt auf dem Maschinenbett oder in einem Schraubstock stationär eingespannt.
- Das Material wird mit Schneidwerkzeugen oder Bohrern, die sich mit hoher Geschwindigkeit drehen, vom Werkstück entfernt.
- Die Werkzeuge sind an einer Spindel befestigt, die sich entlang von drei Linearachsen bewegen kann.

3-Achsen-CNC-Fräsmaschinen sind sehr verbreitet, da sie zur Herstellung der gängigsten Geometrien verwendet werden können. Sie sind relativ einfach zu programmieren und zu bedienen, sodass die Anlaufkosten für die Bearbeitung relativ niedrig sind.
Die Werkzeugzugänglichkeit kann eine Konstruktionseinschränkung beim CNC Fräsen sein. Da es nur drei Achsen gibt, mit denen gearbeitet werden kann, sind bestimmte Bereiche möglicherweise nicht erreichbar. Dies ist kein großes Problem, wenn das Werkstück nur einmal gedreht werden muss, aber wenn mehrere Umdrehungen erforderlich sind, steigen die Arbeits- und Bearbeitungskosten schnell an.

CNC-Drehmaschine
- Das Werkstück wird während der Drehung mit hoher Geschwindigkeit auf der Spindel gehalten.
- Ein Schneidwerkzeug oder ein Zentrierbohrer zeichnet den äußeren oder inneren Umfang des Teils nach und formt die Geometrie heraus.
- Das Werkzeug dreht sich nicht selbst und bewegt sich in polaren Richtungen (radial und längs).

CNC-Drehmaschinen sind weit verbreitet, da sie Teile mit einem viel höheren Durchsatz und zu niedrigeren Stückkosten als CNC Fräsen herstellen können. Dies ist insbesondere bei größeren Mengen von Bedeutung.
Die Hauptdesignbeschränkung von CNC-Drehmaschinen besteht darin, dass sie nur Teile mit einem zylindrischen Profil herstellen können (denken Sie an Schrauben oder Unterlegscheiben). Um diese Einschränkung zu überwinden, werden die Merkmale des Teils oft in einem separaten Bearbeitungsschritt CNC-gefräst. Alternativ können 5-achsige CNC-Dreh-Fräszentren verwendet werden, um die gleiche Geometrie in einem Schritt zu fertigen.

5-Achsen CNC Fräsen
Mehrachsige CNC-Bearbeitungszentren gibt es in drei Varianten: Indexiertes CNC Fräsen mit 5 Achsen, kontinuierliche CNC-Fräszentren mit 5-Achsen und Fräsdrehzentren mit angetriebenen Werkzeugen.
Bei diesen Systemen handelt es sich im Wesentlichen um Fräsmaschinen oder Drehmaschinen, die um zusätzliche Freiheitsgrade erweitert werden. So ermöglichen beispielsweise 5-achsige CNC-Fräszentren neben den drei linearen Bewegungsachsen auch die Drehung des Maschinenbettes oder des Werkzeugkopfes (oder beider).
Die fortschrittlichen Fähigkeiten dieser Maschinen sind mit erhöhten Kosten verbunden. Sie erfordern sowohl Spezialmaschinen als auch Bediener mit Fachwissen. Für hochkomplexe oder topologieoptimierte Metallteile ist der 3D-Druck jedoch in der Regel eine geeignetere Option.
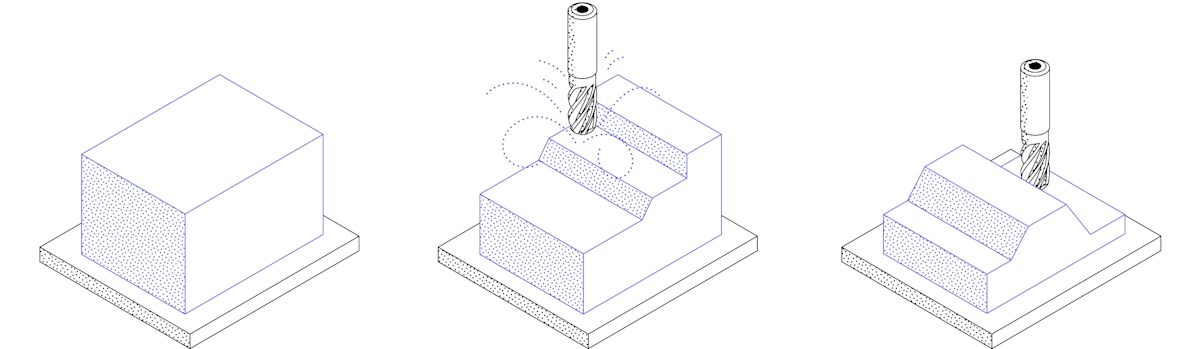
Indexiertes 5-Achsen CNC Fräsen
- Während der Bearbeitung kann sich das Schneidwerkzeug nur entlang der drei Linearachsen bewegen.
- Zwischen den Arbeitsgängen können sich das Bett und der Werkzeugkopf drehen, sodass das Werkstück aus einem anderen Winkel zugänglich ist.

Indexierte 5-Achsen-CNC-Frässysteme werden auch als 3+2-CNC-Fräsmaschinen bezeichnet, da sie die beiden zusätzlichen Freiheitsgrade nur zwischen den Bearbeitungen zum Drehen des Werkstücks nutzen.
Der Hauptvorteil dieser Systeme besteht darin, dass sie das manuelle Umsetzen des Werkstücks überflüssig machen. Auf diese Weise können Teile mit komplexeren Geometrien schneller und genauer hergestellt werden als in einer 3-Achsen-CNC-Fräse. Ihnen fehlen jedoch die echten Freiformfähigkeiten von kontinuierlichen 5-Achsen-CNC-Maschinen.
Kontinuierliches 5-Achsen CNC Fräsen
- Das Schneidwerkzeug kann sich entlang von drei Linear- und zwei Drehachsen relativ zum Werkstück bewegen.
- Alle fünf Achsen können sich während aller Bearbeitungen gleichzeitig bewegen.

Kontinuierliche 5-Achsen-CNC-Frässysteme haben eine ähnliche Maschinenarchitektur wie indexierte 5-Achsen-CNC-Fräsmaschinen. Sie ermöglichen jedoch die gleichzeitige Bewegung aller fünf Achsen während aller Bearbeitungen.
Auf diese Weise ist es möglich, Teile mit komplexen, “organischen” Geometrien herzustellen, die mit keiner anderen Technologie mit der erreichten Genauigkeit hergestellt werden können. Diese fortschrittlichen Fähigkeiten sind natürlich mit hohen Kosten verbunden, da sowohl teure Maschinen als auch hochqualifizierte Maschinenbediener benötigt werden.
Fräsen-Drehen auf CNC-Zentren
-
Das Werkstück ist an einer Spindel befestigt, die sich entweder mit hoher Geschwindigkeit dreht (wie eine Drehmaschine) oder in einem genauen Winkel positioniert werden kann (wie eine 5-Achsen-CNC-Fräse).
-
Dreh- und Fräswerkzeuge werden verwendet, um Material vom Rohling abzutragen und das Teil herauszuformen.

CNC-Drehzentren sind im Wesentlichen CNC-Drehmaschinen, die mit CNC-Fräswerkzeugen ausgestattet sind. Eine Variation der Fräsdrehzentren sind Drehautomaten im Schweizer Stil, die typischerweise eine höhere Präzision aufweisen.
Fräsdrehsysteme nutzen sowohl die hohe Produktivität des CNC-Drehens als auch die geometrische Flexibilität des CNC Fräsens. Sie sind ideal für die Herstellung von Teilen mit “loser” Rotationssymmetrie (denken Sie an Nockenwellen und Zentrifugallaufräder) zu einem viel niedrigeren Preis als mit anderen 5-Achsen-CNC-Bearbeitungssystemen.
Zusammenfassung
- 3-Achsen-CNC-Fräsmaschinen fertigen Teile mit relativ einfachen Geometrien mit ausgezeichneter Genauigkeit und zu geringen Kosten.
- CNC-Drehmaschinen haben die niedrigsten Stückkosten, sind aber nur für Teilegeometrien mit Rotationssymmetrie geeignet.
- Indexierte 5-Achsen-CNC-Fräsmaschinen fertigen Teile mit Merkmalen, die nicht mit einer der Hauptachsen übereinstimmen, schnell und mit sehr hoher Genauigkeit.
- Kontinuierliche 5-Achsen-CNC-Fräsmaschinen fertigen Teile mit hochkomplexen, “organischen” Geometrien und glatten Konturen, aber zu hohen Kosten.
- Fräs-Dreh-CNC-Zentren kombinieren die Vorteile von CNC-Drehmaschinen und CNC Fräsen in einem einzigen System, um komplexe Teile kostengünstiger herzustellen als andere 5-Achsen-CNC-Systeme.
Verwenden Sie die folgende Tabelle für eine grobe Schätzung der Stundenkosten der verschiedenen CNC-Maschinen. Die Kosten werden im Verhältnis zu denen einer 3-achsigen CNC-Fräsmaschine angegeben, die typischerweise 75 $ pro Stunde betragen.
| CNC-Maschinentyp | Bearbeitungskosten |
|---|---|
| CNC Fräsen (3-Achsen) | $75 (Vergleichsbasis) |
| CNC-Drehen (Drehmaschine) | $65 ( - 15%) |
| Indexiertes 5-Achsen CNC Fräsen | $120 ( + 60%) |
| Kontinuierliches 5-Achsen CNC Fräsen | $150 ( + 100%) |
| Fräs-Dreh-CNC-Zentren | $95 ( + 25%) |
Vorteile und Einschränkungen der Zerspanungstechnik
Hier ist eine Liste der wichtigsten Stärken und Grenzen der Zerspanungstechnik. Nutzen Sie sie, um zu entscheiden, ob es sich um die richtige Technologie für Ihre Anwendung handelt.
Vorteile der Zerspanung
Die CNC-Fertigung kann Teile mit einer höheren Maßgenauigkeit herstellen als die meisten anderen gängigen Fertigungstechnologien. Bei den letzten Bearbeitungsschritten der Endbearbeitung kann das Material sehr genau vom Werkstück entfernt werden, wodurch sehr enge Toleranzen erreicht werden.
Die Standardtoleranz für jedes Maß in der CNC-Fertigung beträgt ± 0,125 mm. Merkmale mit engeren Toleranzen bis hinunter zu ± 0,050 mm können hergestellt werden und sogar Toleranzen von ± 0,025 mm sind möglich. Das ist etwa ein Viertel der Breite eines menschlichen Haares!
CNC-gefräste Teile haben hervorragende physikalische Eigenschaften, die identisch mit denen des Rohlings sind. Dies macht sie ideal für Anwendungen, bei denen es auf Leistung ankommt.
Darüber hinaus kann praktisch jedes gängige Material mit ausreichender Härte CNC-gefräst werden. Dies gibt den Ingenieuren die Flexibilität, ein Material mit optimalen Eigenschaften für ihre Anwendung auszuwählen.
Die Fortschritte moderner CNC-Systeme, CAM-Software und digitaler Lieferketten haben die Produktionszeiten erheblich beschleunigt. Jetzt sind CNC-bearbeitete Teile in der Regel innerhalb von 5 Tagen versandfertig. Dies ist vergleichbar mit der Durchlaufzeit von industriellen 3D-Druckverfahren wie SLS.
Im Gegensatz zu formgebenden Technologien (Spritzguss) benötigt die Zerspanung keine speziellen Werkzeuge. Die On-Demand-Produktion von kundenspezifischen Einzelteilen und Prototypen ist somit wirtschaftlich sinnvoll. Dies ist besonders relevant für individuelle Metallteile und Prototypen, bei denen CNC die kostengünstigste Lösung ist.
Zerspanung ist auch eine sehr preisgünstige Option für die Herstellung von kleinen bis mittleren Stückzahlen (von 10 bis 100 Stück). Tatsächlich wird bei der Bestellung von 10 identischen Produkten der Stückpreis um etwa 70% gegenüber einem Einzelteil gesenkt. Denn die “Skaleneffekte” beginnen zu greifen: Die relativ hohen Anlaufkosten der CNC sind auf mehrere Teile verteilt.
Im Gegensatz dazu skalieren additive Technologien (3D-Druck) nicht so gut für höhere Volumina - der Stückpreis ist relativ stabil. Formgebungstechnologien (Spritzguss oder Feinguss) sind nur für Produktionsmengen in 1000-Mengen wirtschaftlich sinnvoll - sie haben sehr hohe Anlaufkosten.
Einschränkungen der Zerspanung
In der Zerspanung sind die Anlaufkosten hauptsächlich mit der Prozessplanung verbunden. Da dieser Schritt eine manuelle Eingabe durch einen Experten erfordert, sind die Anlaufkosten in der Regel relativ hoch, z.B. im Vergleich zum 3D-Druck, bei dem die Prozessplanung hoch automatisiert ist. Sie sind jedoch immer noch viel niedriger als formgebende Herstellungsverfahren (Spritzguss oder Feinguss), die die Herstellung von kundenspezifischen Werkzeugen erfordern.
Es ist wichtig zu beachten, dass die Anlaufkosten fest sind. Es besteht die Möglichkeit, den Stückpreis pro Teil deutlich zu senken, indem man die Vorteile von “Skaleneffekten” nutzt, wie wir oben gesehen haben.
Als subtraktive Technologie ist die Zerspanung komplexer Geometrien mit erhöhten Kosten verbunden. Sie wird auch durch die Mechanik des Schneidprozesses eingeschränkt. Teile mit komplexer Geometrie erfordern entweder den Einsatz eines mehrachsigen CNC-Bearbeitungssystems oder manuelle Arbeit durch den Zerspanungsmechaniker (Umsetzen, Neuausrichten etc.).
Um den Preis von CNC-gefrästen Teilen auf ein Minimum zu reduzieren, haben wir eine Liste von Designtipps zusammengestellt.
Da ein Teil durch das Entfernen von Material aus einem Vollblock hergestellt wird, muss ein Schneidwerkzeug mit einer geeigneten Geometrie vorhanden sein. Es sollte auch in der Lage sein, alle notwendigen Oberflächen zu erreichen. Aus diesem Grund können Teile mit Innengeometrien oder sehr steilen Hinterschnitten (nur als Beispiel) nicht bearbeitet werden.
Das sichere Halten des Werkstücks ist für die CNC-Bearbeitung unerlässlich und führt zu gewissen konstruktiven Einschränkungen. Unsachgemäße Spannhaltung oder ein Werkstück mit geringer Steifigkeit kann zu Vibrationen bei der Bearbeitung führen. Dies führt zu Teilen mit geringerer Maßhaltigkeit. Komplexe Geometrien können kundenspezifische Spannvorrichtungen oder Einspannungen erfordern.
CNC Fräsen und Drehen: Anwendungsbereiche
Eines der schönsten Dinge bei der Zerspanung ist das breite Anwendungsspektrum, das sie im Laufe der Jahre gefunden hat.
Hier haben wir einige aktuelle Beispiele zusammengestellt, um zu veranschaulichen, wie Profis die Vorteile von CNC Fräsen und Drehen genutzt haben, um in verschiedenen industriellen Situationen die besten Ergebnisse zu erzielen. Nutzen Sie sie als Inspiration für Ihre Projekte.
Raumfahrt
Die Zerspanung ist eines der wenigen Fertigungsverfahren, das sich für die Herstellung von Teilen für Raumfahrtanwendungen eignet. Nicht nur, weil CNC-Teile eine ausgezeichnete Genauigkeit und gute Materialeigenschaften aufweisen, sondern auch aufgrund der Vielzahl von Oberflächenbehandlungen, die nach der Bearbeitung auf die Teile aufgebracht werden können.
So hat beispielsweise KEPLER es mit Zerspanung und weltraumtauglichen Materialien innerhalb von 12 Monaten von einer Skizze auf einer Serviette zu einem Satelliten im Weltraum geschafft.
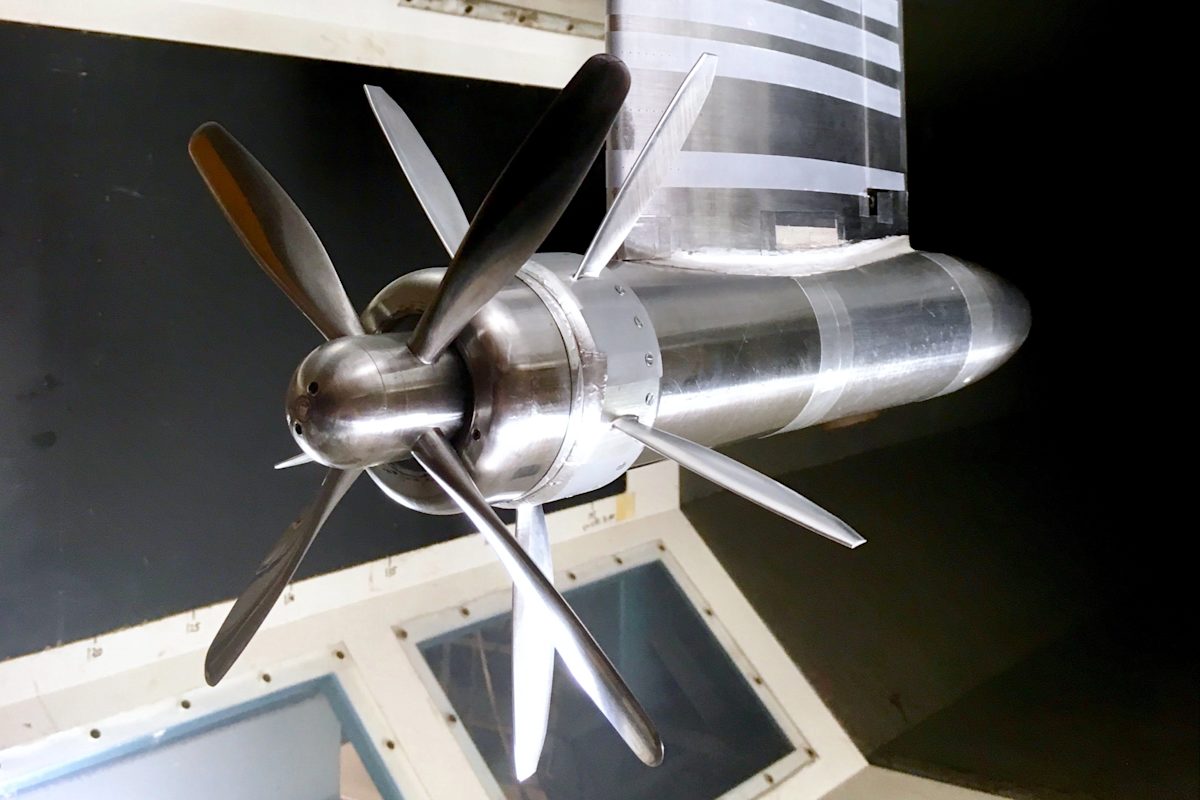
Luft- und Raumfahrt
Die Luft- und Raumfahrt war eine der ersten Branchen, die die Zerspanung einsetzte. Dies ist auf die Fähigkeit zurückzuführen, Leichtbauteile mit hervorragenden physikalischen Eigenschaften und sehr engen Toleranzen herzustellen. Die Zerspanung wird sowohl für Flugzeugteile als auch in der Entwicklungsphase eingesetzt.
So ist Tomas Sinnige beispielsweise Doktorand an der[Delft University of Technology] (https://www.tudelft.nl/en/). Mit seinem Forscherteam fertigten sie auf Zerspanung verkleinerte Versionen ihres Prototyp-Motors, um den Wirkungsgrad moderner Propellertriebwerke zu steigern.
Automotive
DieZerspanung findet in der Automobilindustrie Anwendung, wenn es um die Herstellung von kundenspezifischen Hochleistungsteilen geht.
So entwickelt beispielsweise das niederländische Unternehmen[PAL-V] (https://www.pal-v.com/en/) persönliche Luft- und Landfahrzeuge. Dies sind im Wesentlichen die ersten fliegenden Autos der Welt. Während der Entwicklungsphase entschieden sie sich für das CNC Fräsen, um Prototypen zu erstellen und Schlüsselkomponenten herzustellen.

Produktdesign & Entwicklung
Die Fähigkeit, schnell kundenspezifische Metallteile mit hoher Maßgenauigkeit herzustellen, macht das CNC Fräsen zu einer attraktiven Option für die Herstellung von Funktionsprototypen. Dies ist in späteren Phasen der Konstruktion und Entwicklung unerlässlich.
Das Entwicklungsteam von DAQRI beispielsweise nutzte die Zerspanung, um ihre professionelle Augmented Reality (AR)-Hardware zu prototypisieren. Es wählte dieses Verfahren, da es die kostengünstigste Lösung war, die in der Lage war, kundenspezifische Metallteile mit dem erforderlichen Detaillierungsgrad und in dem für ihre Konstruktionen erforderlichen kleinen Maßstab herzustellen.

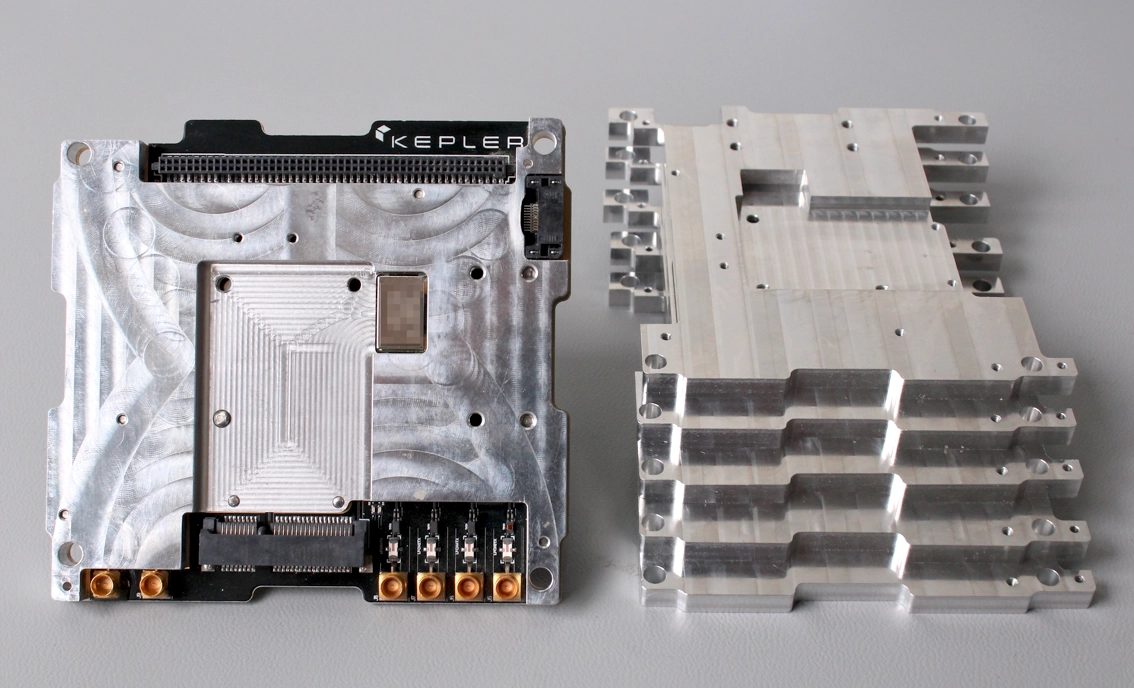
Elektro- und Elektronikfertigung
Die Zerspanung hat viele Anwendungen in der Elektro- und Elektronikindustrie: vom Prototyping von Leiterplatten bis zur Herstellung von Gehäusen.
So fertigte die Firma TPAC beispielsweise mit Zerspanung ein Gehäuse für ihre elektronischen Hochleistungs-Sensorsysteme. Wärmeabfuhr und elektrische Isolierung waren in diesem Fall die wichtigsten Konstruktionsanforderungen. So war CNC-gefrästes, eloxiertes Aluminium ideal für ihr individuelles Gehäuse.

Werkzeugbau & Industrielle Fertigung
Eine sehr verbreitete industrielle Anwendung der Zerspanung ist die Herstellung von Werkzeugen für andere Prozesse. So werden beispielsweise die Formen im Spritzguss üblicherweise aus Aluminium oder Werkzeugstahl CNC-gefräst.
Precious Plastic zum Beispiel hat ein System für die Entwicklungsländer entwickelt, das Plastikabfälle in iPhone-Taschen verwandelt! Zu diesem Zweck wurden eine kostengünstige manuelle Spritzgussmaschine und kundenspezifische CNC-gefräste Formen verwendet.

Sport- und Motorsportausrüstung
Hochleistungssport- und Motorsport-Hersteller versuchen immer, die Leistung ihrer Produkte zu steigern, indem sie ihr Gewicht reduzieren.
CAKE ist ein schwedisches Unternehmen, das das erste Offroad-Elektro-Motorrad entwickelt hat. Da es sich um das erste seiner Art handelt, wurde jede einzelne Komponente des Motorrads mit CNC auf Maß gefertigt, um die gewünschte Qualität und Haltbarkeit zu erreichen.

CNC Fräsen vs. 3D-Druck
Sowohl das CNC Fräsen als auch der 3D-Druck sind außergewöhnliche Werkzeuge im Arsenal eines Ingenieurs. Ihre einzigartigen Vorteile machen sie jedoch jeweils für unterschiedliche Situationen besser geeignet.
Bei der Wahl zwischen CNC Fräsen und 3D-Druck gibt es einige einfache Richtlinien, die Sie auf den Entscheidungsprozess anwenden können.
Als allgemeine Faustregel gilt, dass Teile mit relativ einfachen Geometrien, die mit geringem Aufwand durch einen subtraktiven Prozess hergestellt werden können, grundsätzlich CNC-gefräst werden sollten, insbesondere bei der Herstellung von Metallteilen.
Die Wahl des 3D-Drucks zugunsten von CNC Fräsen ist in folgenden Fällen sinnvoll:
- Ein kostengünstiger Kunststoff-Prototyp
- Teile mit sehr komplexer Geometrie
- Eine Bearbeitungszeit von 2-5 Tagen
- Spezialmaterialien
Zusammenfassend gesagt:
CNC Fräsen bietet eine höhere Maßgenauigkeit und produziert Teile mit besseren mechanischen Eigenschaften als der 3D-Druck, aber das ist in der Regel mit höheren Kosten für kleine Stückzahlen und mit mehr Designbeschränkungen verbunden.
Ausweitung der Produktion
Wenn große Mengen benötigt werden (1.000 Stück oder mehr), sind weder Zerspanung noch 3D-Druck geeignet. In diesen Fällen sind Umformtechnologien wie Feinguss oder Spritzguss aufgrund der Mechanismen von Mengenvorteilen wirtschaftlicher.
Zur schnellen Orientierung dient die folgende Tabelle. In dieser Vereinfachung wird davon ausgegangen, dass alle Technologien in der Lage sind, die Geometrie des betreffenden Teils zu erzeugen. Ist dies nicht der Fall, ist der 3D-Druck in der Regel die bevorzugte Fertigungsmethode.
| Anzahl der Teile | Kunststoff | Metall |
|---|---|---|
| 1-10 | 3D-Druck | Zerspanung (3D-Druck zu erwägen) |
| 10-100 | 3D-Druck und Zerspanung | Zerspanung |
| 100-1000 | Zerspanung (Spritzguss zu erwägen) | Zerspanung (Feinguss zu erwägen) |
| 1000+ | Spritzgießen | Fein- oder Druckguss |
Part 2
Design für die Zerspanung
In weniger als 15 Minuten erfahren Sie alles, was Sie wissen müssen, um Teile zu konstruieren, die für die CNC-Zerspanung optimiert sind: von Designregeln bis hin zu Kostensenkungstipps und von der Materialauswahl bis hin zu Empfehlungen zur Oberflächenveredelung.
Einschränkungen bei der Konstruktion der Zerspanungstechnik
Die konstruktiven Einschränkungen bei der Zerspanungstechnik sind eine natürliche Folge der Mechanik des Zerspanungsprozesses und insbesondere:
Werkzeuggeometrie
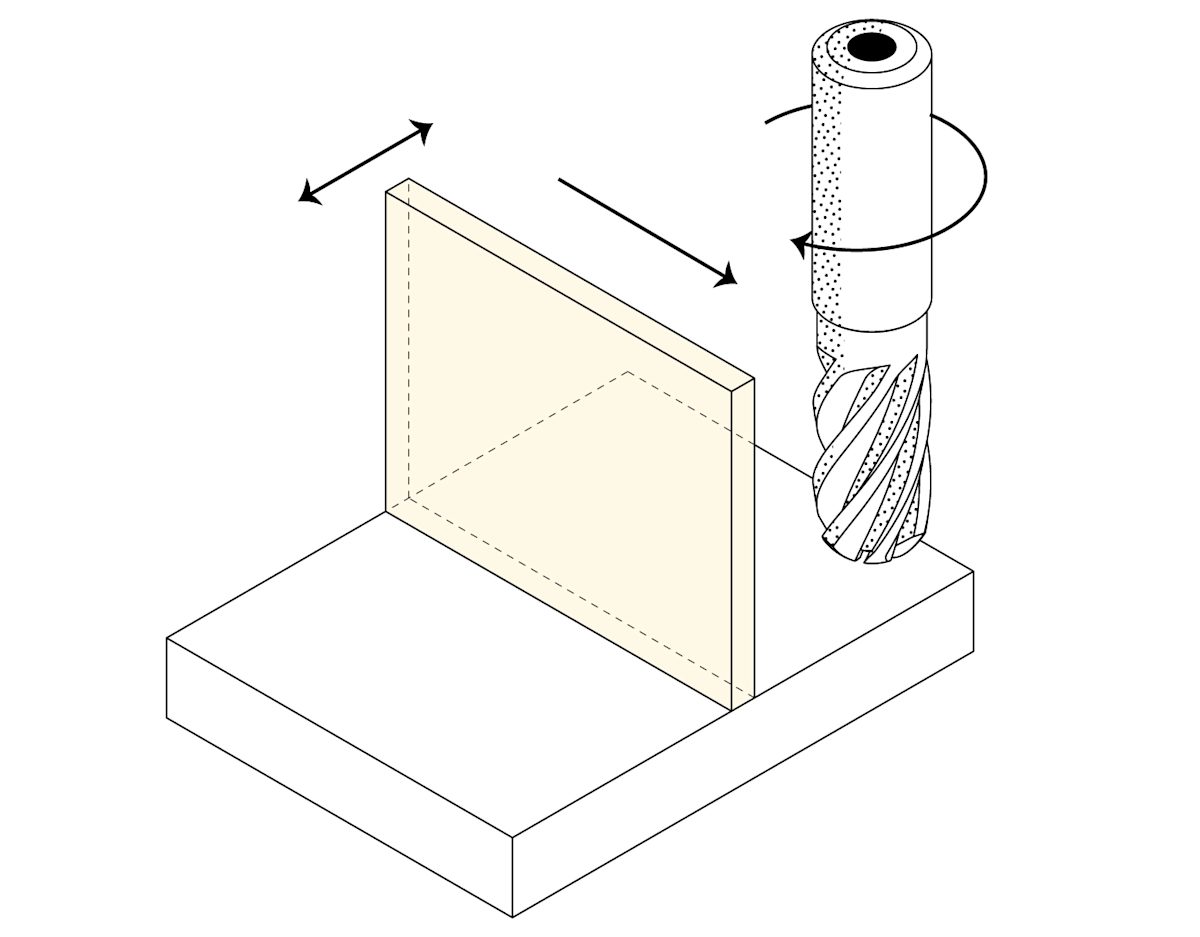
Die meisten CNC-Bearbeitungswerkzeuge haben eine zylindrische Form mit einem flachen oder kugelförmigen Ende, was die herstellbaren Teilegeometrien einschränkt.
So haben beispielsweise die vertikalen Innenecken eines CNC-Teils immer einen Radius, egal wie klein das Schneidwerkzeug ist, das verwendet wird.

Werkzeugzugänglichkeit
Oberflächen, die vom Schneidwerkzeug nicht erreicht werden können, können auch nicht CNC-bearbeitet werden.
Dies verbietet beispielsweise die Herstellung von Teilen mit innenliegenden “verdeckten” Geometrien und begrenzt die maximale Tiefe eines Hinterschnitts.

Steifigkeit des Werkstücks
Durch die Schnittkräfte und die bei der Bearbeitung entstehenden Temperaturen ist es möglich, dass sich das Werkstück verformt oder schwingt.
Dies begrenzt beispielsweise die minimale Wanddicke, die ein CNC-gefrästes Teil aufweisen kann, und das maximale Seitenverhältnis von hohen Merkmalen.
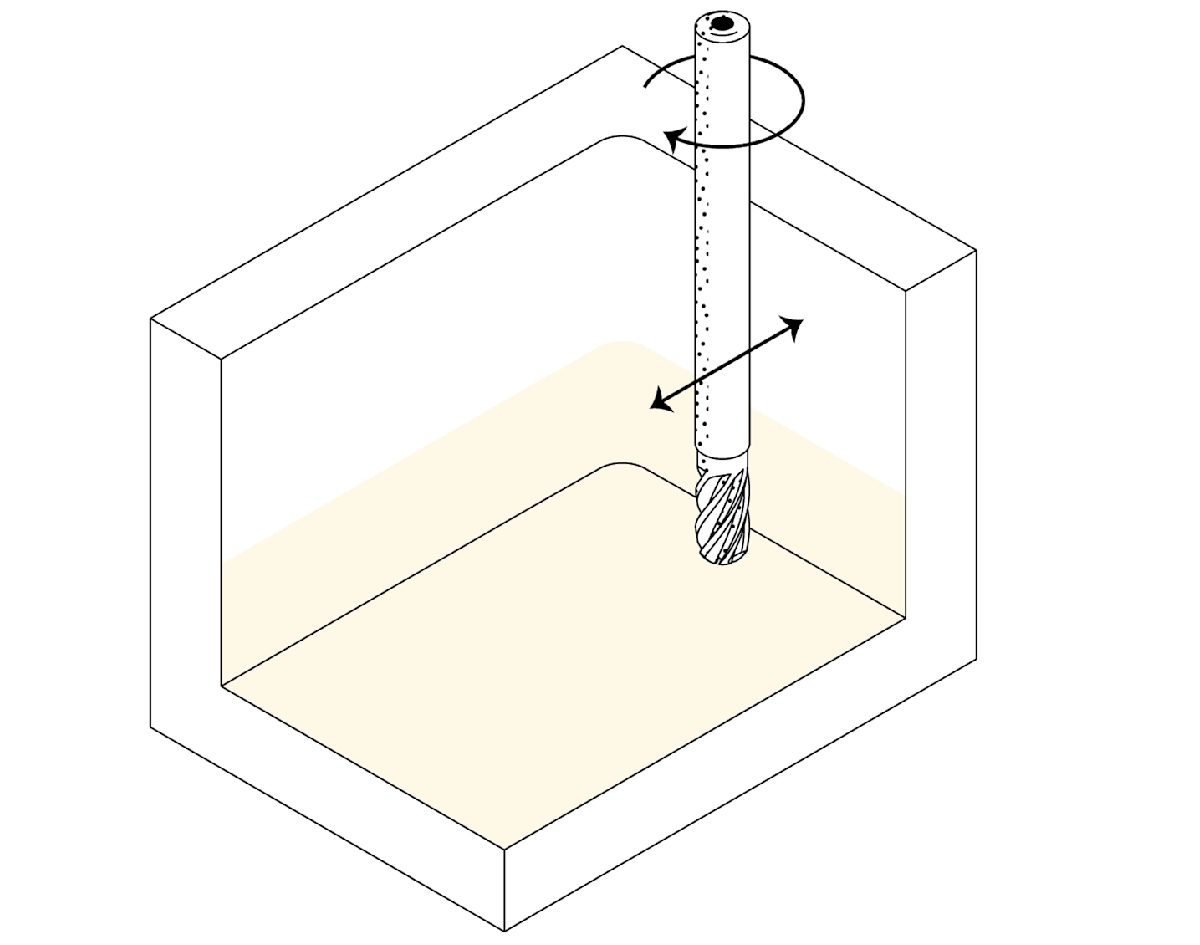
Werkzeugsteifigkeit
Wie das Werkstück kann auch das Schneidwerkzeug während der Bearbeitung ausgelenkt werden oder vibrieren. Dies führt zu lockereren Toleranzen und sogar zum Werkzeugbruch.
Der Effekt wird immer deutlicher, wenn das Verhältnis von Länge zu Durchmesser des Schneidwerkzeugs zunimmt und ist der Grund, warum tiefe Hohlräume nicht einfach CNC-gefräst werden können.
Spanntechnik
Die Geometrie eines Teils bestimmt, wie es auf der CNC-Maschine aufgespannt wird und wie viele Einstellungen erforderlich sind. Dies hat Auswirkungen auf die Kosten, aber auch auf die Genauigkeit eines Teils.
So führt beispielsweise die manuelle Neupositionierung zu einem kleinen, aber nicht vernachlässigbaren Positionsfehler. Dies ist ein wesentlicher Vorteil der 5-Achsen- gegenüber der 3-Achsen-CNC-Bearbeitung.

Designregeln für die Zerspanung
In der folgenden Tabelle fassen wir zusammen, wie sich diese Einschränkungen in umsetzbare Designregeln umsetzen lassen.
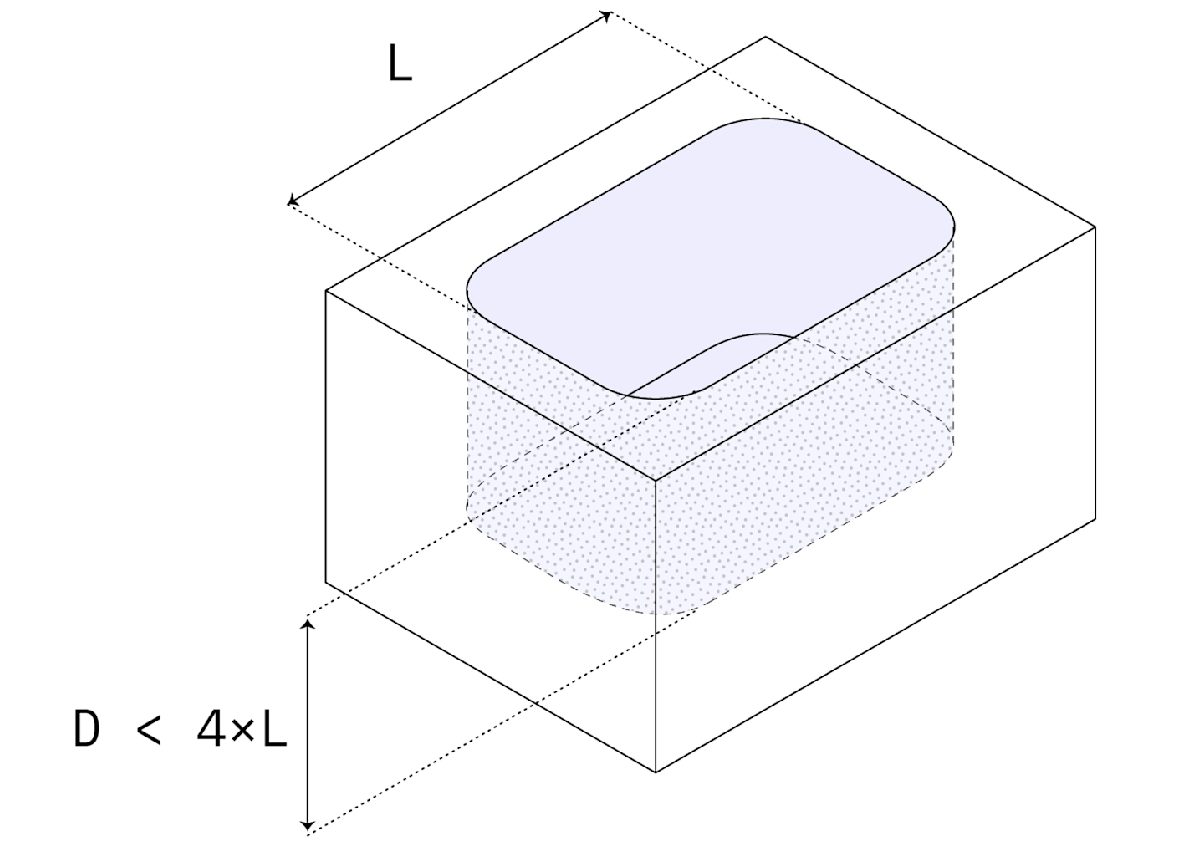
Hohlräume & Taschen
Empfohlene Tiefe:__ 4 x Hohlraumbreite
Mögliche Tiefe: 10 x Werkzeugdurchmesser oder 25 cm (10’’’)
Tiefere Hohlräume müssen mit Schneidwerkzeugen mit größerem Durchmesser bearbeitet werden, die die Hohlräume der Innenkanten betreffen.
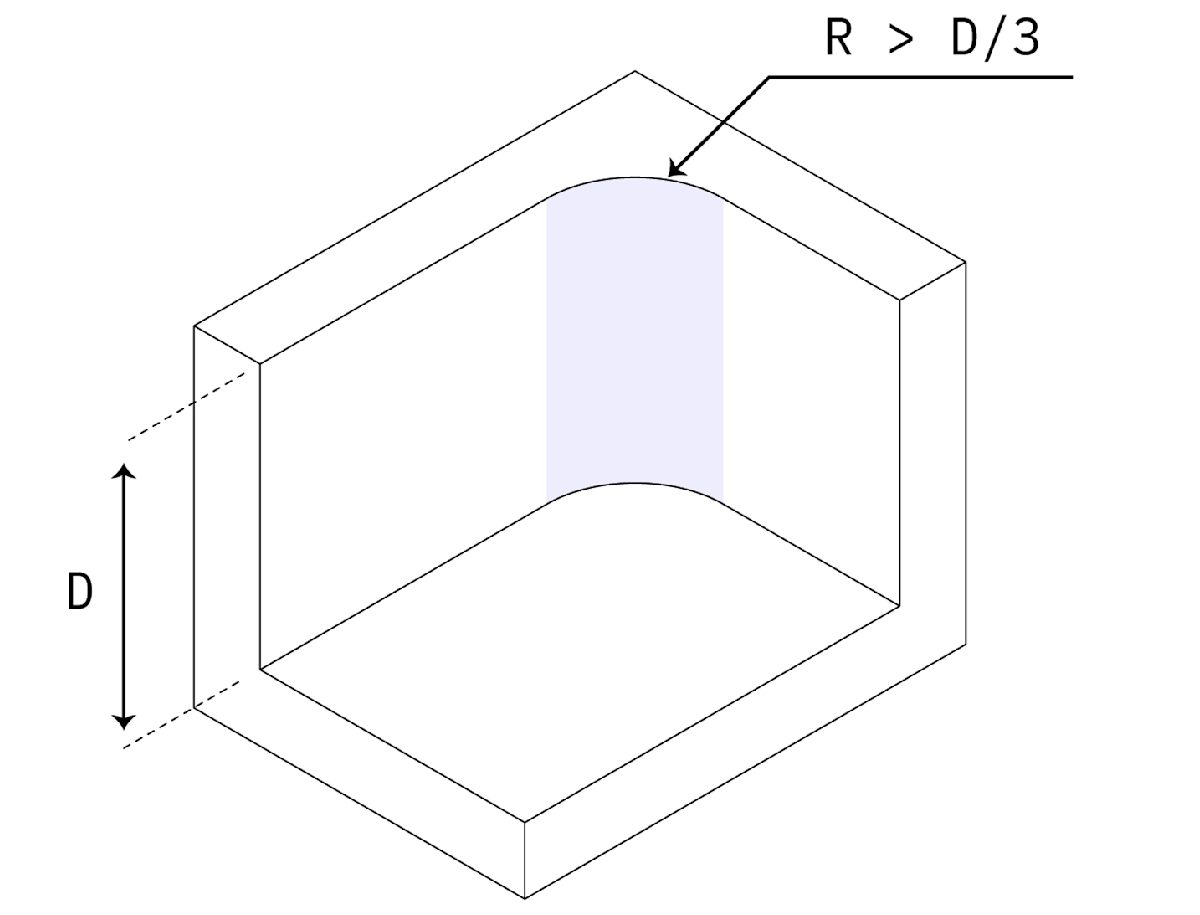
Innenkanten
Empfohlen:__ größer als ⅓ x Hohlraumtiefe
Für vertikale Innenkanten gilt: Je größer die Verrundung, desto besser.
Kanten auf dem Boden eines Hohlraums sollten entweder scharf sein oder einen Radius von 0,1 mm oder 1 mm haben.
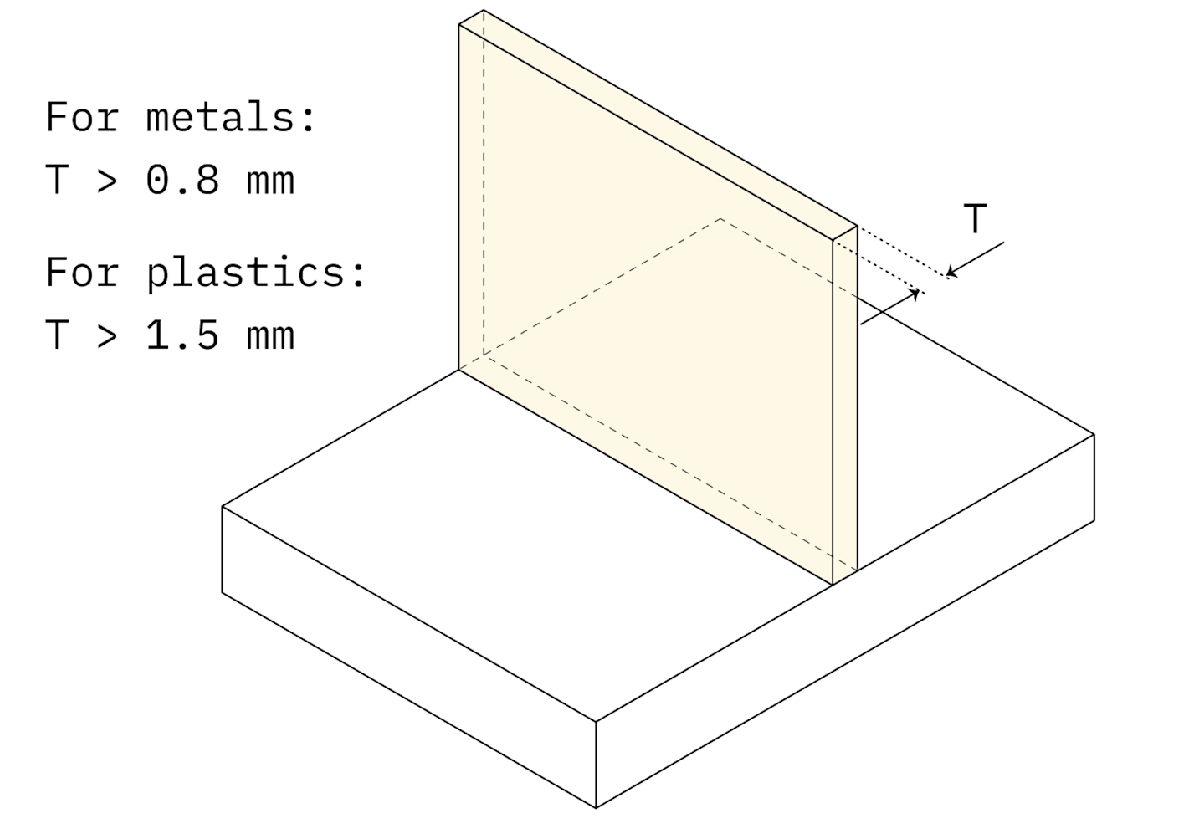
Minimale Wanddicke
Empfohlen:__ 0,8 mm (für Metalle)
Machbar: 0,5 mm
Empfohlen:__ 1,5 mm (für Kunststoffe)
Machbar: 1,0 mm
Die Verringerung der Wanddicke reduziert die Steifigkeit des Werkstücks, erhöht die Vibrationen und senkt die erreichbaren Toleranzen.
Kunststoffe sind besonders anfällig für Verformungen und thermische Erweichung, so dass eine größere Mindestwandstärke erforderlich ist.
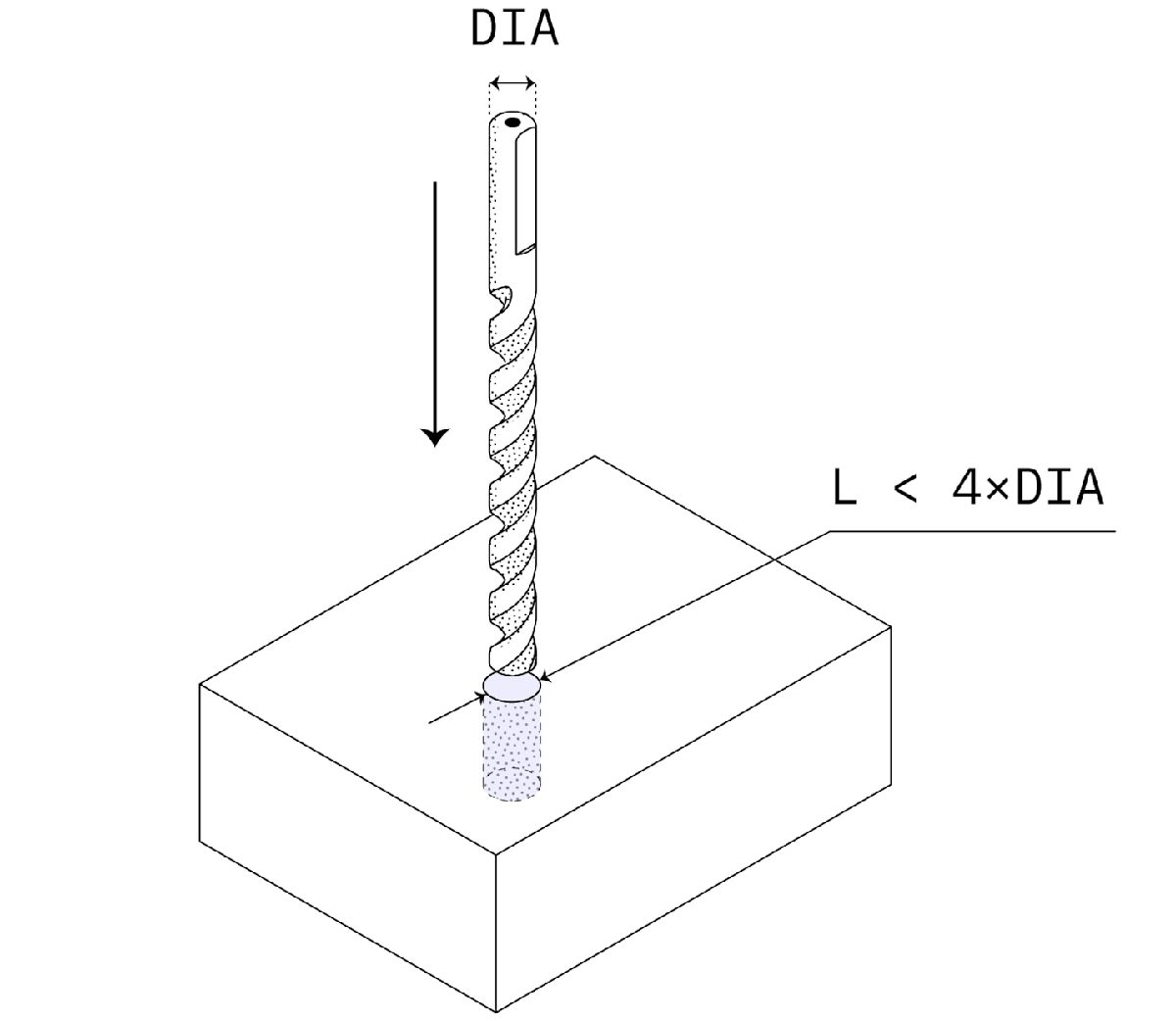
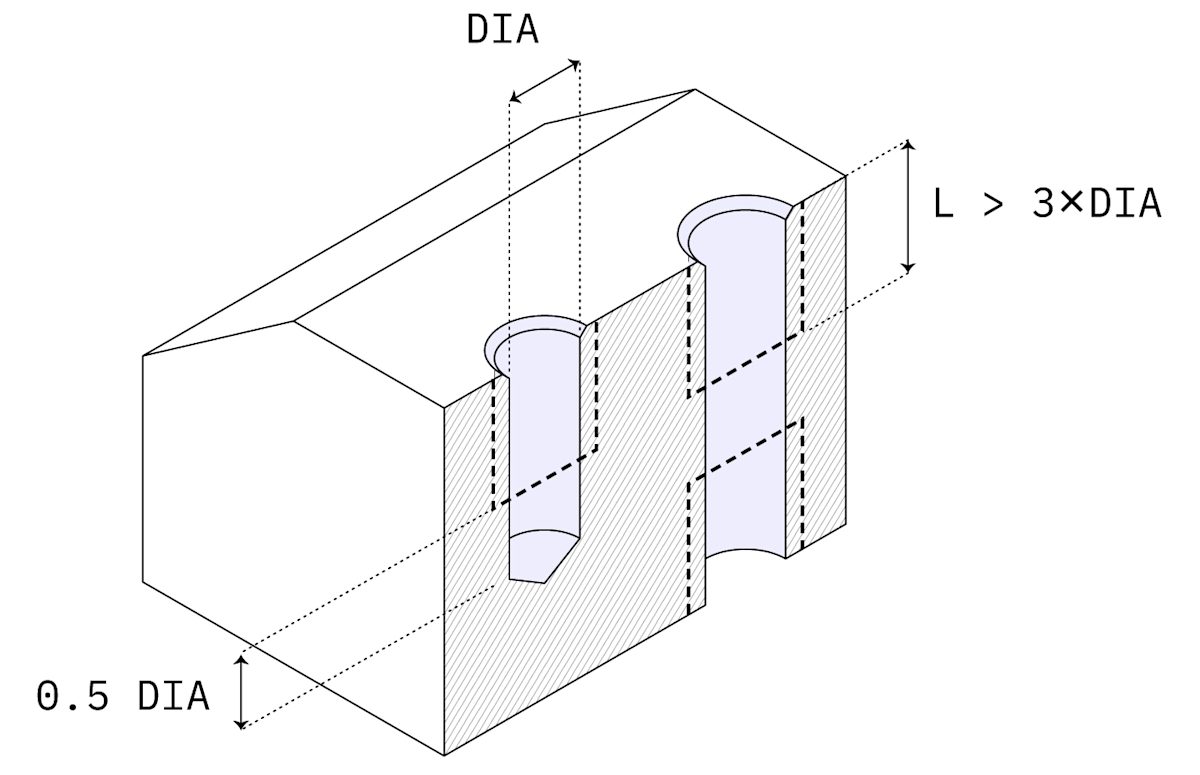
Löcher
Empfohlener Durchmesser:__ Standardbohrkronengrößen
Empfohlene Tiefe:__ 4 x Nenndurchmesser
Maximale Tiefe:__ 10 x Nenndurchmesser
Bevorzugt werden Löcher mit Standarddurchmesser, da sie mit einem Standardbohrer bearbeitet werden können. Sacklöcher, die mit einem Bohrer bearbeitet werden, haben einen konischen Boden.
Bohrungen mit nicht dem Standarddurchmesser entsprechenden Durchmessern werden mit einem Schaftfräser bearbeitet und sollten als Hohlräume behandelt werden (siehe vorherige Regel). Sacklöcher, die mit einem Schaftfräser bearbeitet wurden, sind flach.
Gewinde
Empfohlene Länge:__ 3 x Nenndurchmesser
Empfohlene Größe:__ M6 oder größer
Mögliche Größe:__ M2
Wählen Sie das größtmögliche Gewinde, da es sich leichter bearbeiten lässt. Gewinde, die länger als das 3-fache der Nennweite sind, sind nicht erforderlich.
Gestalten Sie Gewinde immer als Kosmetik in Ihrem CAD-Paket und fügen Sie Ihrer Bestellung eine technische Zeichnung bei.
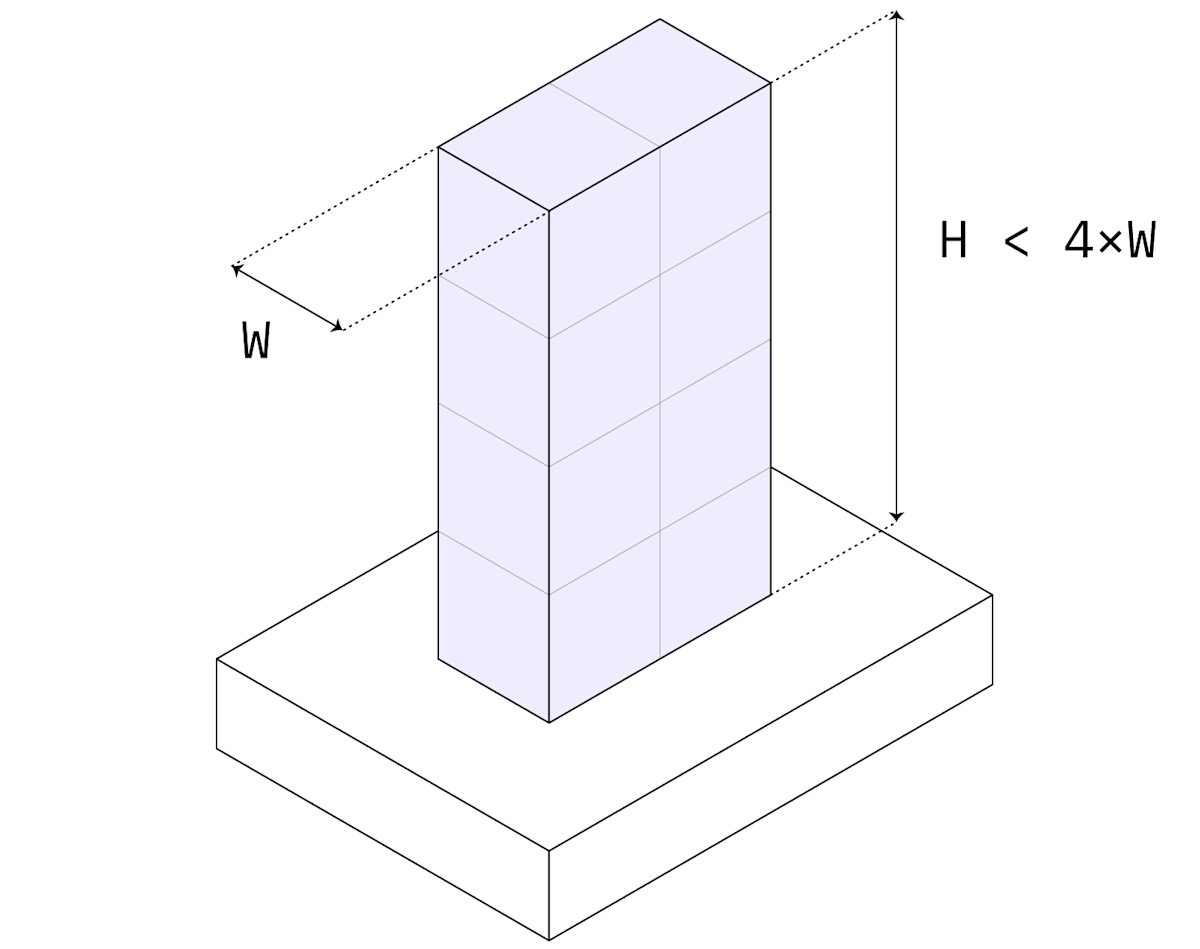
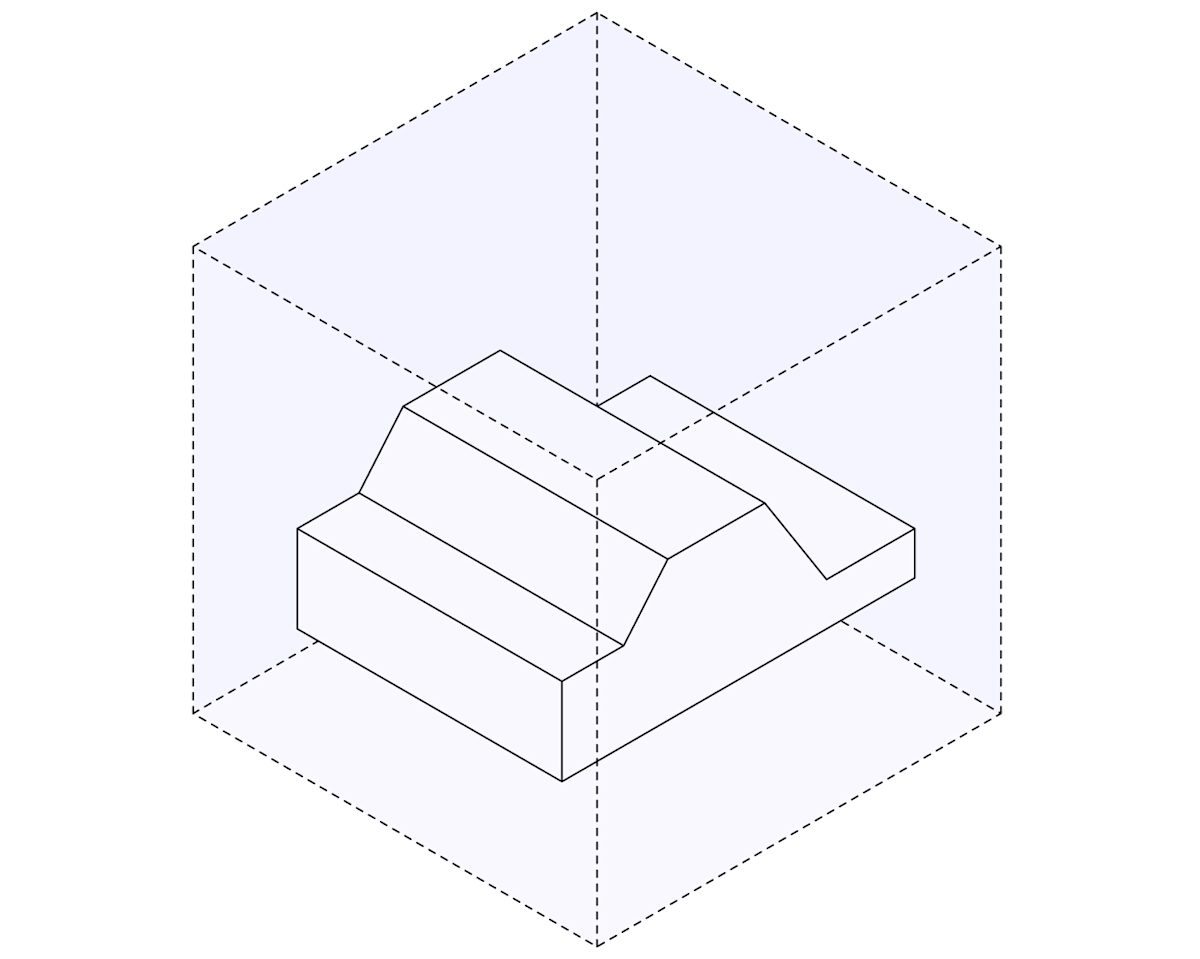
Große Werkstückmerkmale
Empfohlenes maximales Verhältnis:__ Höhe / Breite < 4
Hohe Merkmale sind schwer zu bearbeiten, da sie anfällig für Vibrationen sind. Berücksichtigen Sie die Gesamtgeometrie des Teils: Durch Drehen des Teils um 90° während der Bearbeitung ändert sich das Seitenverhältnis.
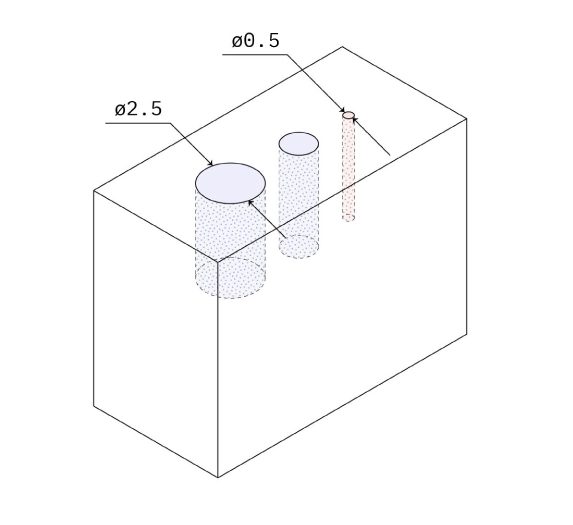
Kleine Werkstückmerkmale
Empfohlen: 2,5 mm (0,100’’')
Machbar: 0,50 mm (.020’’’)
Hohlräume und Bohrungen bis zu 2,5 mm (0,1’’’) können mit Standard-Schneidwerkzeugen CNC-gefräst werden. Alles, was unterhalb dieser Grenze liegt, gilt als Mikrobearbeitung und muss, sofern nicht anders angegeben, vermieden werden.
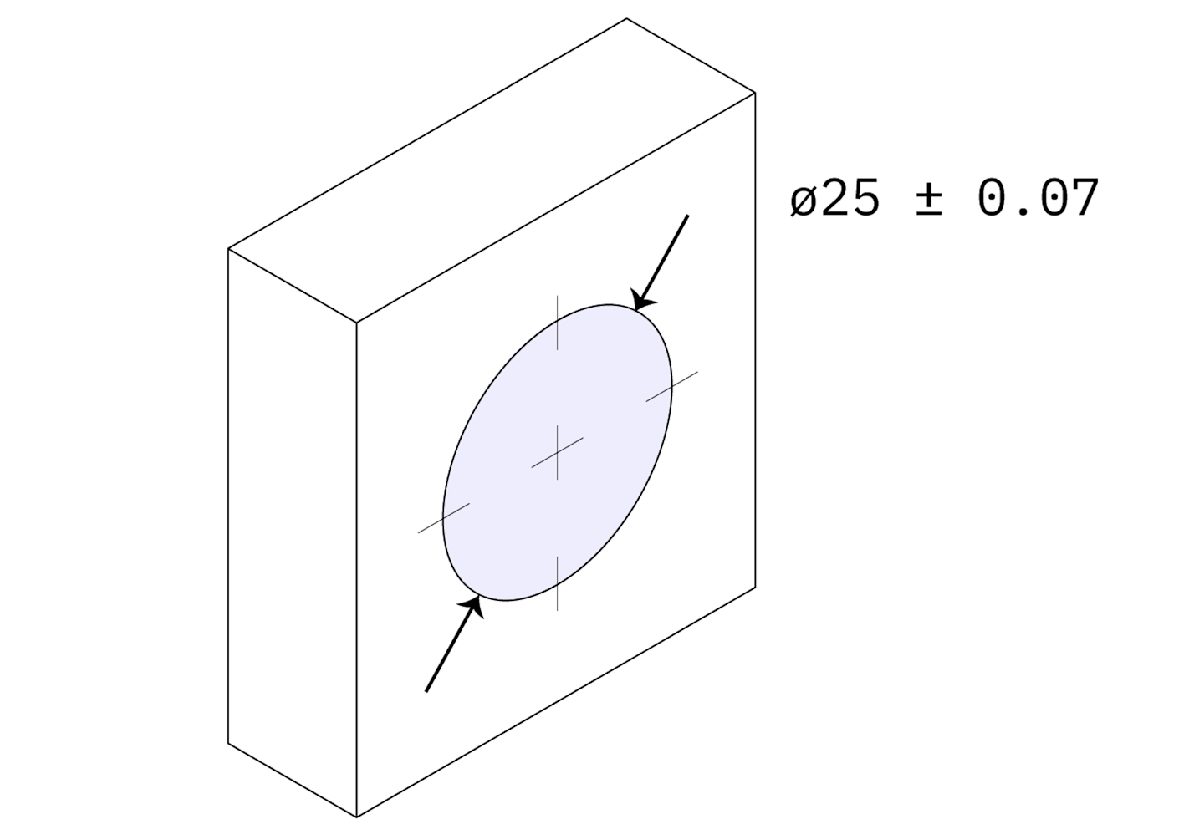
Toleranzen
Standard: ± 0,125 mm (.005’’')
Machbar: ± 0,025 mm (.001’’’)
Toleranzen (einseitig, bilateral, interferierend oder geometrisch) sollten für alle kritischen Merkmale definiert werden, aber WÄHLEN SIE KEINE Übertoleranz.
Wenn in der technischen Zeichnung keine Toleranz angegeben ist, wird die Norm ± 0,125 mm eingehalten.
Maximale Teilegröße
CNC Fräsen: 400 x 250 x 150 mm (typisch)
CNC-Drehen: Ø 500 mm x 1000 mm (typisch)
Sehr große CNC-Maschinen können Teile mit Abmessungen bis zu 2000 x 800 x 1000 mm (78’’ x 32’’’ x 40’’) herstellen.
5-Achsen-CNC-Bearbeitungssysteme haben in der Regel ein geringeres Werkstückvolumen.
Entwurf von Hinterschnitten
Hinterschnitte sind Merkmale, die nicht mit Standardwerkzeugen bearbeitet werden können, egal wie das Teil gedreht wird, da die Schneidwerkzeuge nicht auf alle Oberflächen zugreifen können. Wenn quadratische Aluminium-Stranggussprofile mit Zerspanung hergestellt würden, dann würden deren Nuten als Hinterschnitte betrachtet.
Hinterschnitte können bei richtiger Auslegung mit speziellen T-, V- oder Lollipop-Schneidwerkzeugen bearbeitet werden.
Hier sind einige praktische Richtlinien, die Ihnen den Einstieg in die Gestaltung von Hinterschnitten erleichtern.
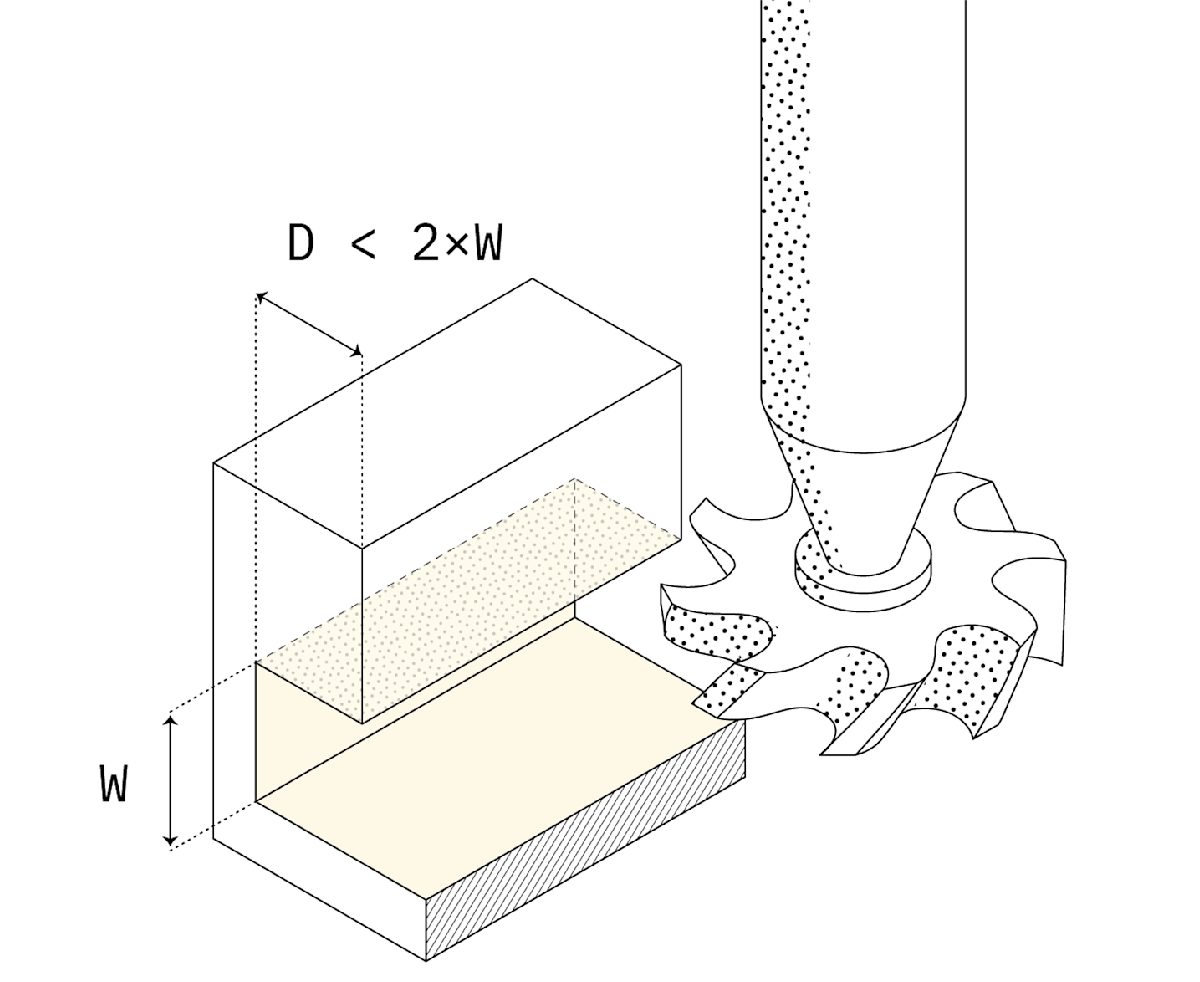
Hinterschnitt-Dimensionen
Empfohlene Breite:__ 3 mm (1/8’’) bis 40 mm (1 ½’')
Max. Tiefe: 2x Breite
Gestalten Sie Hinterschnitte mit einer Breite von ganzen Millimeterschritten oder einem Standardzoll-Bruchteil. Für Hinterschnitte mit nicht standardisierten Abmessungen muss ein kundenspezifisches Schneidwerkzeug erstellt werden.
Die Standardwerkzeuge haben eine Schnitttiefe von etwa dem Doppelten ihrer Breite. Dies begrenzt die erreichbare Tiefe.
Hinterschnittspielraum
Empfohlener Mindestabstand:__ 4x Tiefe
Für Hinterschnitte an den Innenflächen ist ein ausreichender Abstand zwischen den gegenüberliegenden Wänden erforderlich, um den Zugang zum Werkzeug zu gewährleisten.

Part 3
Materialien für die Zerspanung
Die Zerspanung kann für eine sehr breite Palette von technischen Metallen und Kunststoffen eingesetzt werden.
In diesem Abschnitt erfahren Sie mehr über die wichtigsten Eigenschaften der beliebtesten Materialien. Wir werden auch die gängigsten Oberflächen untersuchen, die auf CNC-bearbeitete Teile aufgebracht werden.
Materialien in der Zerspanungstechnik
Die Auswahl des richtigen Materials ist ein entscheidender Schritt im Designprozess. Die optimale Materialwahl hängt stark von Ihrem konkreten Anwendungsfall und Ihren Anforderungen ab.
Da fast jedes Material mit ausreichender Härte bearbeitet werden kann, bietet die Zerspanungstechnik eine sehr große Bandbreite an Materialoptionen zur Auswahl. Für technische Anwendungen sind Metalle und Kunststoffe am wichtigsten und werden im Mittelpunkt dieses Abschnitts stehen.
Oberflächenveredelungen können darüber hinaus die Eigenschaften von CNC-bearbeiteten Teilen verändern, und wir werden sie im Folgenden untersuchen.
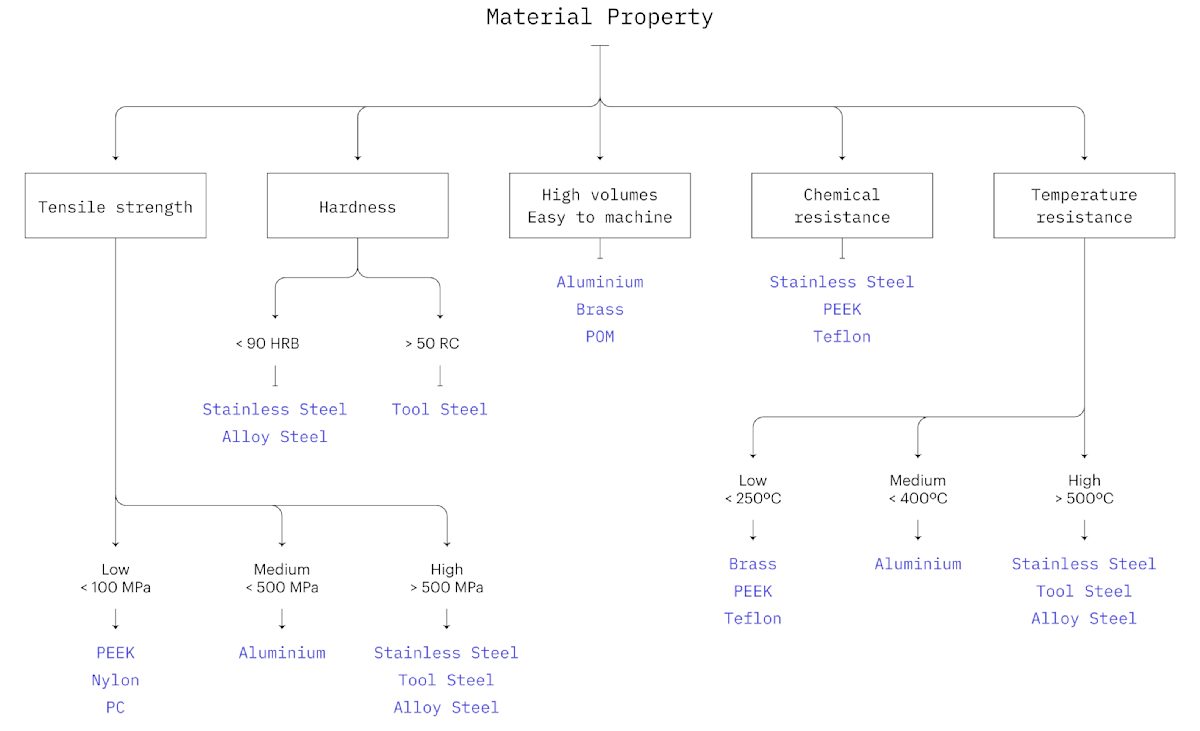
Werfen Sie zu Beginn einen Blick auf diesen Entscheidungsbaum. Er enthält hochwertige Materialempfehlungen, die die gängigsten Designanforderungen abdecken.
Metalle
Die Zerspanung wird hauptsächlich bei Metallen und Metalllegierungen eingesetzt. Metall kann sowohl für die Herstellung von kundenspezifischen Einzelteilen und Prototypen als auch für die Klein- und Mittelserienfertigung eingesetzt werden. Aluminium 6061 ist mit Abstand das meistverwendete Material in der Zerspanung.
Kunststoffe
Kunststoffe sind leichte Materialien mit einer Vielzahl von physikalischen Eigenschaften. Sie werden häufig wegen ihrer chemischen Beständigkeit und ihrer elektrischen Isoliereigenschaften eingesetzt. Kunststoffe werden üblicherweise für Prototypen vor dem Spritzgießen CNC-gefräst.
Oberflächenveredelung
Die Oberflächenveredelungen werden nach der Bearbeitung aufgebracht und können das Aussehen, die Oberflächenrauigkeit, die Härte und chemische Beständigkeit der hergestellten Teile verändern. Nachfolgend finden Sie eine kurze Zusammenfassung der gängigsten Oberflächenveredelung für die CNC-Bearbeitung.
Entdecken Sie die gesamte Palette der Oberflächen, die auf Protolabs Network verfügbar sind: →
Endbearbeitet (standard)
Endbearbeitete Teile haben die engsten Toleranzen, da keine zusätzlichen Operationen an ihnen durchgeführt werden. Es sind jedoch Spuren sichtbar, die dem Weg des Schneidwerkzeugs folgen,.
Die Standardoberflächenrauheit der bearbeiteten Teile beträgt 3,2 μm (125 μin) und kann mit weiteren Operationen auf bis zu 0,4 μm (16 μin) reduziert werden.
Zusatzkosten: Keine
Perlstrahlen
Das Perlstrahlen verleiht einem bearbeiteten Teil eine gleichmäßige matte oder satinierte Oberfläche und entfernt alle Werkzeugspuren.
Das Perlstrahlen wird hauptsächlich aus ästhetischen Gründen eingesetzt, da die resultierende Oberflächenrauheit nicht garantiert ist. Kritische Oberflächen oder Merkmale (wie Löcher) können maskiert werden, um eine Maßänderung zu vermeiden.
Zusatzkosten: $ $
Eloxieren (klar oder farbig)
Das Eloxieren fügt eine dünne, harte, nichtleitende Keramikbeschichtung auf die Oberfläche von Aluminiumteilen hinzu, die deren Korrosions- und Verschleißfestigkeit erhöht.
Kritische Bereiche können maskiert werden, um ihre engen Toleranzen einzuhalten. Eloxierte Teile können gefärbt werden, um eine glatte, ästhetisch ansprechende Oberfläche zu erhalten.
Kosten: $$

Harteloxierung
Die Harteloxierung erzeugt eine dickere, hochdichte Keramikbeschichtung, die eine ausgezeichnete Korrosions- und Verschleißfestigkeit bietet.
Die Harteloxierung ist für funktionelle Anwendungen geeignet. Die typische Schichtdicke beträgt 50 μm und in der Regel wird keine Farbe aufgetragen. Kritische Bereiche können maskiert werden, um ihre engen Toleranzen einzuhalten.
Zusatzkosten: $$$$$

Pulverbeschichtung
Die Pulverbeschichtung trägt eine dünne Schicht einer starken, verschleiß- und korrosionsbeständigen Polymer-Schutzfarbe auf die Oberfläche eines Teils auf.
Sie kann auf Teile aus beliebigen Materialien aufgebracht werden und ist in vielen Farben erhältlich.
Zusatzkosten: $$$

Siebdruck
Siebdruck ist eine kostengünstige Möglichkeit, aus ästhetischen Gründen Text oder Logos auf die Oberfläche von CNC-gefrästen Teilen aufzudrucken.
Er kann zusätzlich zu anderen Oberflächen (z.B. Eloxieren) verwendet werden. Der Druck kann nur auf die Außenflächen eines Teils aufgebracht werden.
Zusatzkosten: $ $
Part 4
Tipps zur Kostensenkung
Erfahren Sie mehr darüber, was sich auf die Kosten in der Zerspanung auswirkt. Verwenden Sie diese drei umsetzungsfähigen Design-Tipps, um den Preis um die Hälfte zu senken und das Budget Ihres Projekts einzuhalten.
Tipps, damit Ihr CNC-Projekt im Rahmen des Budgets bleibt.
Die Kosten für CNC-bearbeitete Teile hängen von den folgenden Faktoren ab:
- Bearbeitungsdauer und Modellkomplexität: Je komplexer die Geometrie eines Teils ist, desto länger dauert die Bearbeitung und desto teurer wird es.
- Anlaufkosten: Diese beziehen sich auf die Vorbereitung von CAD-Dateien und die Prozessplanung. Sie sind für kleinere Volumina erheblich, bleiben aber fest. Es besteht die Möglichkeit, den Stückpreis zu senken, indem man die Vorteile von [Skaleneffekten nutzt] (https://www.hubs.com/knowledge-base/reducing-cnc-machining-costs-13-design-tips#scale).
- Materialkosten und Oberflächenbehandlung: Die Kosten für den Rohling und die einfache Bearbeitbarkeit des jeweiligen Materials beeinflussen die Gesamtkosten erheblich.
Als Faustregel gilt:
Um die Kosten für CNC-bearbeitete Teile zu minimieren, halten Sie sich an Konstruktionen mit einfachen Geometrien und standardisierten Merkmalen.
In den nächsten Abschnitten überprüfen wir einige der Designregeln, die wir zuvor behandelt haben, im Hinblick auf Kosteneinsparungen. Mit diesen 3 Konstruktionstipps können Sie die Kosten für Ihre CNC-bearbeiteten Teile drastisch senken.
Erfahren Sie 11 weitere Tipps zur weiteren Senkung der Kosten für Ihre CNC-Teile: →
Tipp Nr. 1: Vergrößern Sie alle Verrundungen oder fügen Sie Hinterschnitte an scharfen Kanten hinzu.
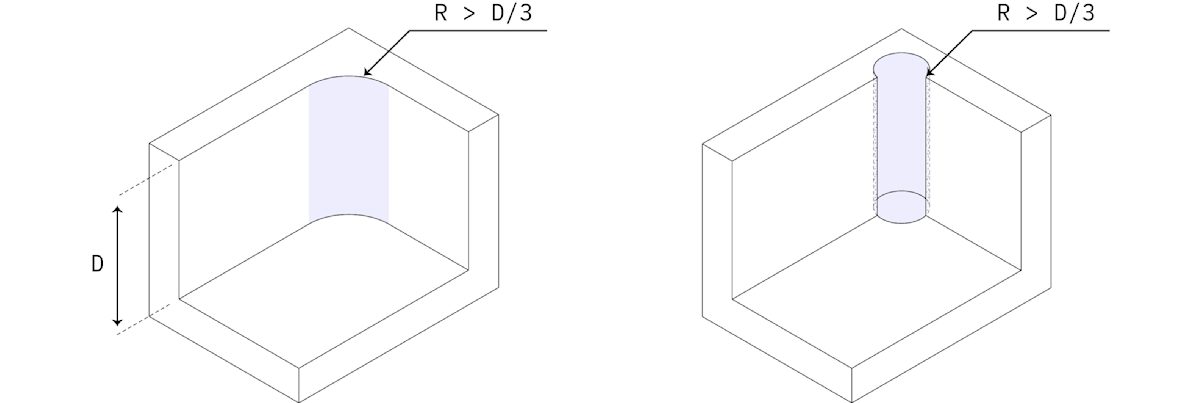
Um die Bearbeitungszeiten zu verkürzen, fügen Sie an allen inneren (und äußeren) vertikalen Kanten eine möglichst große Verrundung hinzu. Auf diese Weise kann ein größeres Werkzeug verwendet werden, das mit jedem Schnitt mehr Material entfernt, und es kann ein kreisförmiger Werkzeugweg verfolgt werden, der jede Ecke mit einer höheren Geschwindigkeit schneidet.
Wenn eine 90°-Innenkante benötigt wird, kann eine Reduzierung des Radius nicht ausreichen. Verwenden Sie in diesen Fällen stattdessen einen Hinterschnitt (siehe oben).
- So minimieren Sie die Kosten:*
- Fügen Sie einen Radius hinzu, der etwas größer als 1/3 der Tiefe des Hohlraums ist.
- Fügen Sie auch an den Außenkanten eine kleine Verrundung hinzu.
- Verwenden Sie Hinterschnitte, wenn eine 90°-Innenecke erforderlich ist.
Pro-Tipp: Verwenden Sie den gleichen Radius für alle Kanten, um Zeit beim Werkzeugwechsel zu sparen.
Tipp Nr. 2: Minimierung der Anzahl von Maschinenausrichtungen
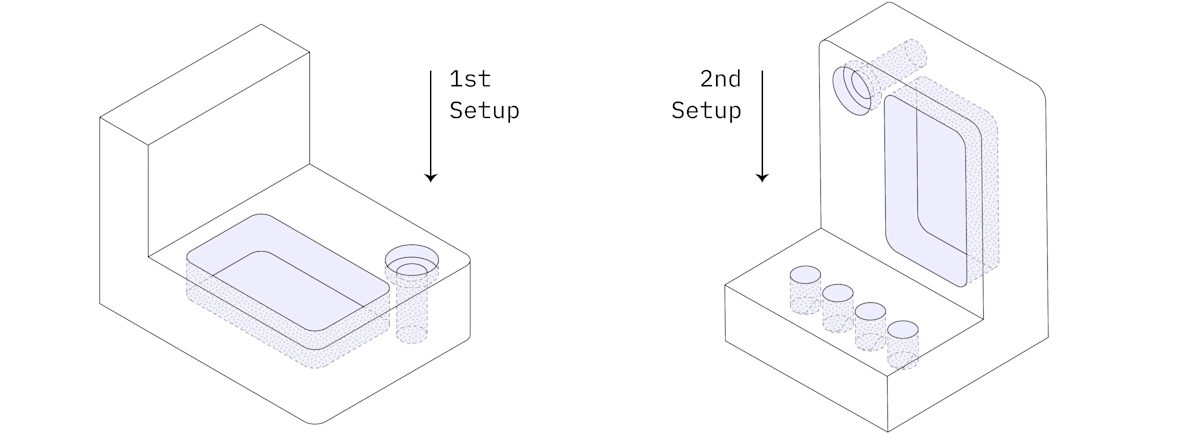
Das obige Teil erfordert mindestens zwei Maschineneinstellungen in einer 3-Achsen-CNC-Fräse. Nachdem die Merkmale auf einer Seite bearbeitet wurden, wird das Werkstück manuell gedreht. Dies erfordert manuelle Arbeit, welche die Kosten erhöht.
Alternativ können auch mehrachsige CNC-Maschinen eingesetzt werden. Dies erhöht die Bearbeitungskosten ebenfalls um ca. 60 bis 100%.
So minimieren Sie die Kosten:
- Konstruieren Sie Teile, die in einer oder zwei Aufspannungen in einer 3-Achsen-CNC-Fräse bearbeitet werden können.
- Wenn dies nicht möglich ist, überlegen Sie, das Teil in mehrere Geometrien aufzuteilen, die in einer Aufspannung bearbeitet und später zusammengesetzt werden können.
Tipp Nr. 3: Berücksichtigen Sie die Kosten des Materials.
Hier ist eine Tabelle, die die Kosten für das gleiche Teil zusammenfasst, das aus einigen der gängigsten Materialien CNC-gefräst wurde. Jedes Dollarzeichen bedeutet eine Preiserhöhung von ca. 25%.
| Kosten | Metalle | Kosten | Kunststoffe |
|---|---|---|---|
| $ | Aluminium 6061 | $ | POM (Delrin) |
| $$ | Stahllegierung 4140 | $$$ | ABS |
| $$ | Aluminium 7075 | $$$ | Nylon (PA 6) |
| $$$ | Messing C360 | $$$ | Polykarbonat (PC) |
| $$$$ | Edelstahl 304 | $$$$ | PEEK |
Es ist offensichtlich, dass die Wahl eines Materials mit physikalischen Eigenschaften, die die Anforderungen Ihrer Anwendung übertreffen, die Kosten für Ihre CNC-bearbeiteten Teile schnell und unnötig erhöhen kann.
- So minimieren Sie die Kosten:*
- Wählen Sie das Material mit den niedrigsten Kosten, das Eigenschaften hat, die für Ihre Designanforderungen ausreichen.
- Verwenden Sie das Online-Sofortangebot, um schnelles Feedback über den Preis jedes Materials zu erhalten.
Part 5
Lassen Sie Ihre Teile CNC-bearbeiten
Da Ihre Teile für die Zerspanung entwickelt und optimiert wurden, ist es an der Zeit, über die Fertigung nachzudenken. In diesem Abschnitt führen wir Sie durch die 3 einfachen Schritte, die zur Herstellung von Teilen mit Zerspanung erforderlich sind.
Schritt 1: Exportieren Sie Ihre Konstruktion in ein CNC-kompatibles CAD-Dateiformat.
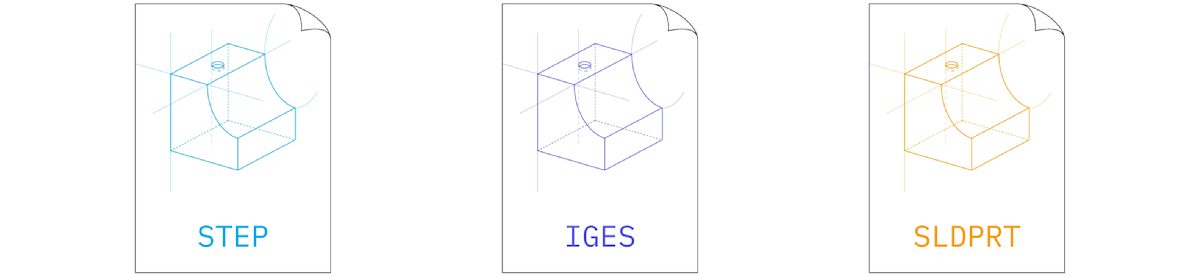
Die in der Zerspanung überwiegend verwendeten Dateiformate sind STEP und IGES. Diese Formate sind Open-Source, standardisiert und plattformübergreifend nutzbar.
Für beste Ergebnisse gehen Sie so vor:
Exportieren Sie Ihre Konstruktionen direkt aus Ihrer nativen CAD-Software in das STEP-Dateiformat.
Auf Protolabs Network können Sie auch Dateien hochladen und erhalten ein sofortiges Angebot für Dateiformate, die in Ihrer nativen CAD-Software verwendet werden, einschließlich SLDPRT, 3DM, IPT, SAT und X_T.
Schritt 2: Erstellung einer technischen Zeichnung

Für die Bearbeitung von Teilen mit CNC ist nicht immer eine technische Zeichnung erforderlich. Es wird jedoch empfohlen, eine in Ihre Bestellung aufzunehmen, da sie Informationen enthält, die nicht in einer STEP-Datei enthalten sind.
In den folgenden Situationen ist eine technische Zeichnung erforderlich:
- Wenn Ihr Design Gewinde enthält
- Wenn irgendwelche Toleranzen angegeben sind
- Wenn bestimmte Oberflächen eine andere Oberflächenbehandlung benötigen
[Erfahren Sie, wie Sie eine technische Zeichnung für CNC korrekt vorbereiten können: →] (https://www.hubs.com/knowledge-base/how-prepare-technical-drawing-cnc-machining “How to prepare a technical drawing for CNC machining”).
Schritt 3: Holen Sie sich ein sofortiges Angebot und beginnen Sie mit der Fertigung.
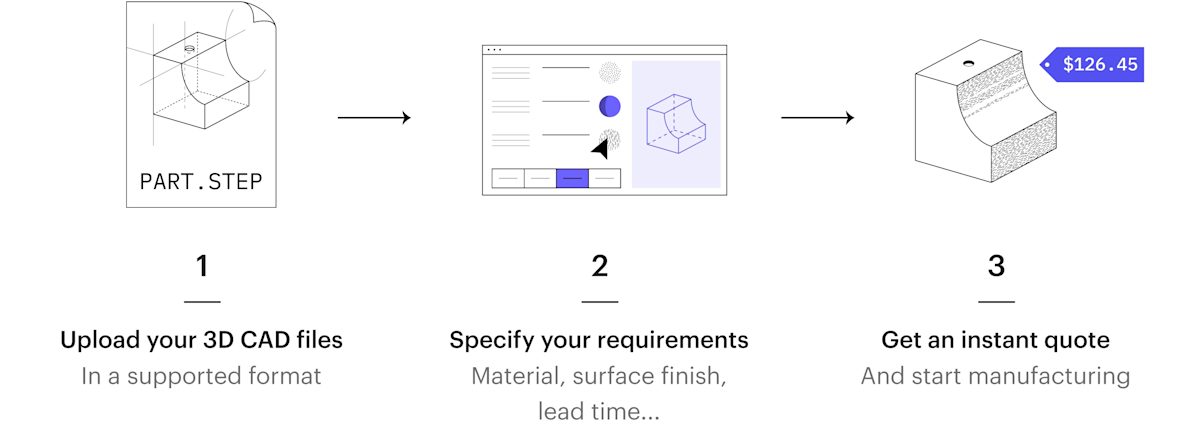
Mit Protolabs Network ist die Beschaffung von Teilen für die Zerspanung einfach, schnell und kostengünstig.
Durch die Kombination eines Netzwerks von Fertigungsdienstleistungen mit unserer Smart Sourcing Engine können Sie sofort auf die leicht verfügbare Produktionskapazität zugreifen, um bestmögliche Angebote und Fertigungszeiten zu erhalten.
Wenn Sie Ihre Teile auf Protolabs Network hochladen, erkennt unsere automatisierte Design for Machinability-Analyse mögliche Konstruktionsprobleme schon vor Produktionsbeginn und nennt Ihnen ein sofortiges Angebot, basierend auf unserem Algorithmus mit maschinellem Lernen.
So können Sie sicher sein, dass Sie für Ihre CNC-gefertigten Teile immer den besten Preis auf dem Markt bei den schnellsten Durchlaufzeiten erhalten!
Part 6
Nützliche Ressourcen
In diesem Leitfaden sind wir auf alles eingegangen, was Sie für den Einstieg in die Zerspanung benötigen. Aber es gibt noch viel mehr zu lernen.
Nachfolgend listen wir die besten und nützlichsten Ressourcen zu Zerspanung und anderen digitalen Fertigungstechnologien für diejenigen auf, die tiefer eintauchen möchten.
Wissensbasis
In diesem Leitfaden sind wir auf alles eingegangen, was Sie benötigen, um mit der Erstellung von Teilen mithilfe der CNC-Bearbeitung zu beginnen.
In unserer Wissensbasis - einer Sammlung von technischen Artikeln über alle Fertigungstechnologien, die von Fertigungsexperten verfasst und von Protolabs Network kuratiert wurden - gibt es noch viel mehr über die CNC-Bearbeitung zu erfahren.
Hier ist eine Auswahl unserer beliebtesten Artikel über die CNC-Bearbeitung:
Erlernen Sie alles über Zerspanung
Möchten Sie sich mit der Zerspanung näher beschäftigen? Dann gibt es mehrere Möglichkeiten, die Bedienung einer CNC-Fräse oder CNC-Drehmaschine zu erlernen.
-
Besuchen Sie Ihr „Fab Lab“ vor Ort: Viele Fablabs und Makerspaces verfügen über CNC-Fräsmöglichkeiten und führen Kurse durch, wie man sie einsetzen kann. Besuchen Sie die Liste der Fab Labs, um eine in Ihrer Nähe zu finden.
-
Finden Sie Ressourcen online: Es gibt viele nützliche Ressourcen online, die Ihnen helfen, Ihre CNC-Bearbeitungskenntnisse zu verbessern. Die Titans of CNC Academy und NYCCNC sind wahrscheinlich zwei der besten Seiten, um Ihnen den Einstieg zu erleichtern.
-
Bewerben Sie sich um einen Ausbildungsplatz: Die Ausbildung ist wahrscheinlich der beste Weg, um Ihre Karriere als CNC-Zerspanungstechniker zu starten. Sie werden von etablierten Maschinenherstellern und vielen Universitäten angeboten.
Leitfäden zu anderen Fertigungstechnologien
Möchten Sie mehr über die digitale Fertigung erfahren? Es gibt mehr Technologien zu erforschen: